

 English
English 简体中文
简体中文 русский
русский Español
EspañolContent
- 1 What Is Print Oxford Fabric and How Is It Constructed?
- 2 What Are the Main Types of Print Oxford Fabric?
- 3 What Printing Methods Are Used on Oxford Fabric?
- 4 What Are the Most Common Applications for Print Oxford Fabric?
- 5 How Does Print Oxford Compare to Other Printed Fabrics?
- 6 What to Evaluate When Sourcing Print Oxford Fabric
- 7 Practical Tips for Sewing and Working With Print Oxford Fabric
What Is Print Oxford Fabric and How Is It Constructed?
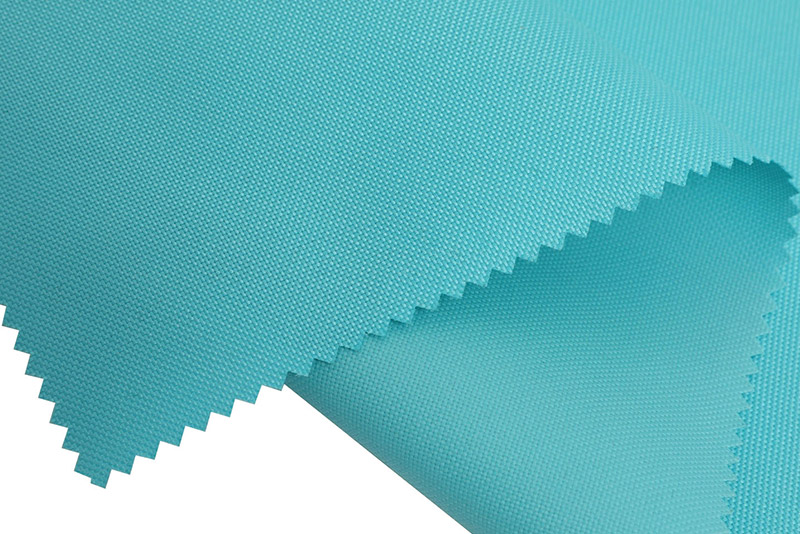
Print Oxford fabric is a category of woven textile that combines the structural characteristics of Oxford cloth with decorative surface patterns applied through various printing techniques. Oxford cloth itself is defined by its basket weave construction — a weaving method where two or more warp threads are interlaced with a single weft thread in a regular over-under pattern that creates a distinctive, slightly textured grid-like surface. This construction gives Oxford fabric its hallmark combination of durability, moderate weight, and visual depth, distinguishing it from plain weaves and twill constructions used in comparable application categories.
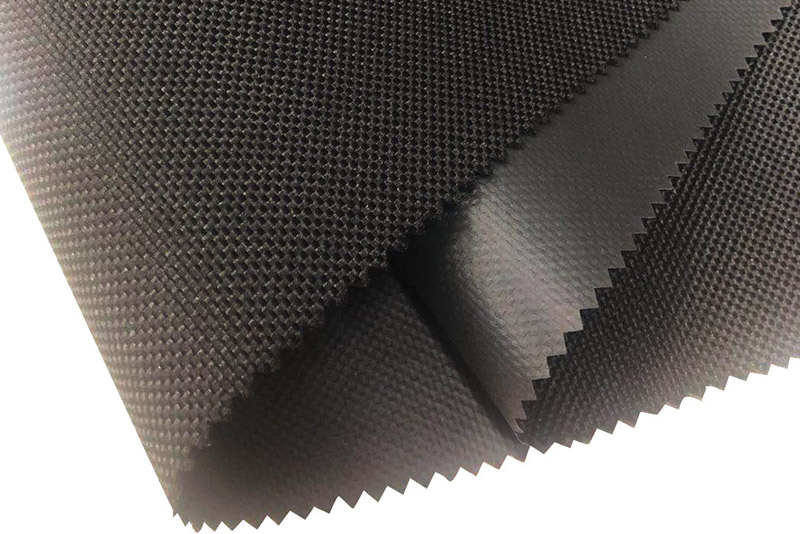
The base fabric used in print Oxford is most commonly polyester or a polyester-nylon blend, though cotton Oxford and cotton-polyester blend versions also exist in the market. Polyester Oxford is by far the most commercially prevalent substrate for printed versions due to its excellent dye acceptance, dimensional stability, and resistance to shrinkage and fading — all properties that support high-quality print retention across the fabric's service life. The fiber content is typically either 100% polyester or a 600D (denier) polyester with a PVC or PU coating on the reverse side, which adds water resistance and structural rigidity relevant to bag and outdoor textile applications.
Printing is applied to the woven Oxford base using one of several methods — most commonly rotary screen printing, digital inkjet printing, or heat transfer printing — each of which produces different results in terms of color vibrancy, detail resolution, hand feel, and production economics. The printed patterns can range from simple geometric repeats and camouflage prints to photographic-quality custom designs, making print Oxford fabric one of the most versatile decorated textile substrates available across mass-market and specialty manufacturing segments.
What Are the Main Types of Print Oxford Fabric?
Print Oxford fabric is not a single uniform product but rather a family of related materials differentiated by their base fabric weight, construction, coating type, and the printing method used. Understanding the main variants helps buyers identify the most appropriate specification for their intended application.
Lightweight Print Oxford (150D–300D)
Lower-denier Oxford fabrics in the 150D to 300D range produce lighter, more flexible printed textiles suitable for apparel, lightweight tote bags, and decorative applications where drape and softness are priorities over maximum structural rigidity. These fabrics accept printing well and are often used uncoated or with a light PU finish. The printed surface on these lighter weights tends to show pattern detail more clearly because the finer yarn structure creates a smoother base for ink penetration and adhesion.

Standard Print Oxford (420D–600D)
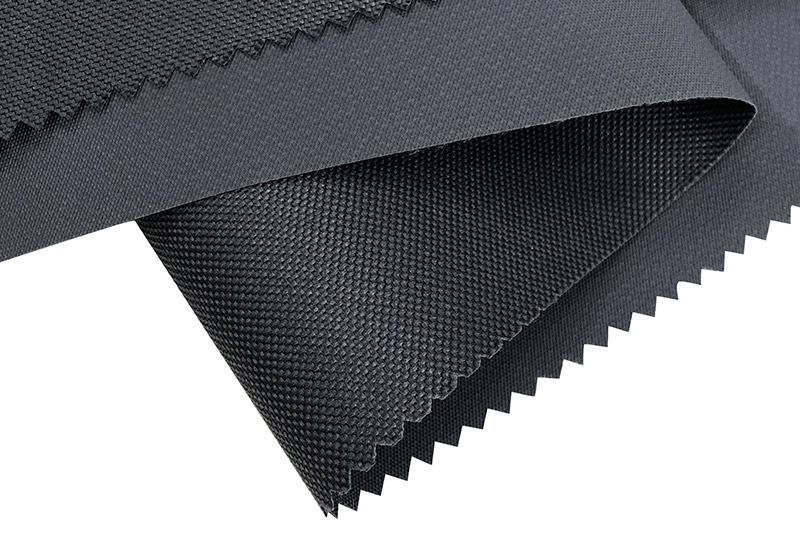
The 420D and 600D weight range represents the most widely used category of print Oxford fabric across the bag, luggage, and outdoor textile markets. At these weights, the fabric has sufficient body and abrasion resistance for demanding applications while remaining workable on standard industrial sewing equipment. PVC-coated or PU-coated versions in this weight range are the dominant products for printed bags, backpacks, equipment covers, and promotional merchandise. The grid texture of the Oxford weave remains visible through the print on most standard-weight versions, giving the finished product a characteristic tactile surface that differentiates it from coated wovens and nonwovens.
Heavy-Duty Print Oxford (900D–1680D)
At the heavier end of the Oxford fabric weight spectrum, 900D and above grades are used for applications requiring maximum durability — heavy-duty tool bags, military-style tactical gear, outdoor furniture covers, and industrial equipment cases. Printing on these heavier substrates is more challenging due to the coarser yarn structure and heavier coatings typically applied, and is more commonly limited to camouflage patterns, simple geometric designs, or branding prints rather than fine-detail photographic imagery.
What Printing Methods Are Used on Oxford Fabric?
The method by which a pattern is applied to Oxford fabric has a direct bearing on print quality, color range, minimum order quantity, production lead time, and cost per meter. Each printing technology has specific strengths and limitations that make it more or less appropriate for different types of print designs and production volumes.
Rotary Screen Printing
Rotary screen printing uses cylindrical screens — one per color — to apply ink sequentially onto the moving fabric web. This method is well-suited to high-volume production of repeating patterns with a limited number of colors, such as camouflage prints, geometric repeats, and plaid-style designs. It produces vivid, durable prints with excellent wash fastness and is the dominant technology for mass-production print Oxford in the outdoor, bag, and promotional textile industries. The cost per meter decreases significantly at high volumes, but screen setup costs make it uneconomical for very short runs or highly customized designs.
Digital Inkjet Printing
Digital inkjet printing applies ink directly to the fabric surface through computer-controlled print heads, enabling photographic-quality imagery, unlimited color gradients, and design changes between meters without any tooling changeover. This method is increasingly used for custom-print Oxford fabric in the promotional merchandise, fashion accessories, and personalized bag markets where short runs, rapid sampling, and unique designs justify the higher per-meter cost compared to screen printing. Reactive, disperse, or pigment inks are used depending on the fabric fiber content, with disperse inks being most common for polyester Oxford substrates.
Heat Transfer Printing
Heat transfer printing involves printing designs onto a carrier paper using disperse dyes, then transferring the image to the polyester fabric surface through heat and pressure. This sublimation transfer method produces exceptionally vibrant, high-resolution prints with excellent color fastness on polyester substrates. It is widely used for producing print Oxford fabric with complex photographic designs or full-surface pattern prints, and is particularly popular for sports bags, backpacks, and branded merchandise where visual impact is the primary design objective.
What Are the Most Common Applications for Print Oxford Fabric?
Print Oxford fabric's combination of structural durability, visual versatility, and relatively accessible price point makes it one of the most widely used decorated fabrics across multiple industry sectors. Its applications span everyday consumer products, outdoor and sports equipment, and commercial or promotional uses.
- Bags and backpacks: Printed Oxford fabric is one of the dominant materials in the mass-market bag industry. School backpacks, tote bags, drawstring pouches, laptop bags, and travel duffel bags are all commonly produced from 600D print Oxford with PVC or PU backing. The printed surface allows brands to differentiate products visually while the Oxford base provides the abrasion resistance and load-bearing strength required for daily use.
- Outdoor and camping gear: Equipment bags, tent carry bags, sleeping bag stuff sacks, and gear organizers made from printed Oxford benefit from the fabric's weather resistance — particularly in coated versions — and its ability to carry brand graphics, warning markings, or color-coding that aids field identification of equipment.
- Promotional merchandise: Custom-printed Oxford fabric tote bags and backpacks are among the most popular corporate promotional items globally. The large flat surfaces of these bag styles provide ample space for branded artwork, and Oxford fabric's durability ensures that promotional items remain in active use — and continue delivering brand impressions — for an extended period after distribution.
- Children's products and accessories: Printed Oxford fabric is widely used for children's school bags, lunch bags, pencil cases, and storage organizers. The fabric's durability withstands the heavy wear typical in children's product use, and its printability allows the bright colors, character prints, and novelty designs that appeal to young consumers and their parents.
- Home storage and organization: Storage bins, fabric baskets, wardrobe organizers, and toy storage bags made from printed Oxford fabric combine functional structure with decorative appearance, making them popular in home organization product ranges sold through mass retail and direct-to-consumer channels.
- Apparel and fashion accessories: Lighter-weight print Oxford fabrics are used in casual outerwear, bucket hats, caps, aprons, and fashion accessories where the woven texture adds visual interest and the printed pattern provides the primary decorative element of the design.
How Does Print Oxford Compare to Other Printed Fabrics?
When selecting a fabric substrate for printed textile applications, print Oxford competes with several alternative materials including printed canvas, printed nylon, printed nonwovens, and printed ripstop. Each has distinct characteristics that make it more or less suitable for specific requirements.
| Fabric Type | Print Quality | Durability | Cost Level | Best Use |
| Print Oxford | Good–Excellent | High | Low–Medium | Bags, outdoor gear, promo |
| Printed Canvas | Good | Very High | Medium–High | Heavy-duty bags, workwear |
| Printed Nylon | Excellent | High | Medium–High | Premium bags, sportswear |
| Printed Nonwoven | Moderate | Low | Very Low | Disposable bags, packaging |
| Printed Ripstop | Good | High | Medium | Outdoor, military, kites |
Print Oxford occupies a particularly favorable position in this competitive landscape because it delivers high durability and good print quality at a lower cost point than nylon or canvas alternatives, making it the default choice for cost-sensitive, high-volume applications where visual differentiation through printing is commercially important. Its basket weave texture also provides a more premium visual appearance than smooth wovens or nonwovens at a comparable price level.
What to Evaluate When Sourcing Print Oxford Fabric
Sourcing print Oxford fabric for production use requires evaluating a set of technical and commercial criteria that go beyond simply matching a color or pattern. Inconsistencies in print quality, coating performance, or base fabric properties between orders can create significant production and quality problems that are difficult and costly to manage after material has been cut and sewn.
- Print registration and repeat accuracy: For patterns that must align across seams or panels — such as plaid designs or large-scale graphic prints — verify that the supplier can maintain consistent print registration and that the pattern repeat length is documented and consistent between production lots.
- Colorfastness to washing and rubbing: Request test reports covering ISO 105-C06 (wash fastness) and ISO 105-X12 (rubbing fastness) for all colors in the print. These tests are particularly important for dark or saturated colors that are more prone to bleeding or crocking onto adjacent materials in the finished product.
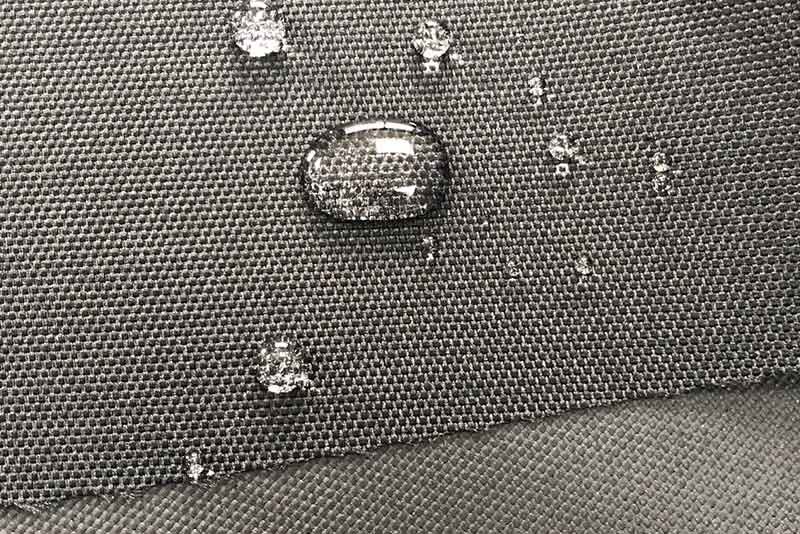
- Coating integrity and water resistance: For coated print Oxford fabric, verify that the PVC or PU coating is evenly applied and free from pinholes, delamination, or coating weight variation that would compromise the fabric's water resistance. A simple water droplet test on a sample can reveal basic coating defects before committing to a production order.
- Lot-to-lot color consistency: Color variation between production lots is one of the most common quality complaints with printed fabrics. Specify acceptable color tolerance using a standard color difference metric such as Delta E, and require that the supplier provides spectrophotometric data for each production lot against the approved standard.
- Minimum order quantities and sampling policy: Print Oxford fabric suppliers typically require minimum order quantities per design and colorway that can range from 300 meters to several thousand meters for custom prints. Confirm MOQ requirements and sampling costs before investing time in design development, particularly for custom-print programs with many colorway options.
Practical Tips for Sewing and Working With Print Oxford Fabric
Print Oxford fabric is generally straightforward to work with on industrial and domestic sewing equipment, but a few practical considerations improve results and extend the service life of finished products. The basket weave structure of Oxford cloth is moderately prone to fraying at cut edges, particularly in lighter weight versions, so seam allowances should be serged, bound, or finished with a zigzag stitch on products that will be subjected to regular washing or abrasion.
For coated Oxford fabrics, use a Teflon presser foot or a roller foot rather than a standard metal presser foot, which can drag on the coated surface and cause stitching irregularities. A needle size of 90/14 to 110/18 is appropriate for most standard-weight print Oxford applications, with heavier needles reserved for 900D and above grades or multiple-layer constructions. Polyester thread is the recommended choice for seaming coated Oxford fabric, as it offers better UV and moisture resistance than cotton thread and provides strength compatible with the base fabric's performance characteristics.
When cutting print Oxford for pattern-matched designs, allow additional fabric yardage in the order quantity to account for pattern matching waste — typically 10 to 20% additional material depending on the pattern repeat size. Pre-washing is generally not necessary for polyester Oxford fabric, as its dimensional stability means shrinkage is negligible, but a test wash of a fabric sample before cutting production quantities is always a prudent step when working with a new supplier or a new dye lot to confirm colorfastness performance under the intended laundering conditions.






 Tel: +86-571-22917799
Tel: +86-571-22917799 Fax: +86-571-82799678
Fax: +86-571-82799678 E-mail:
E-mail: Add: No.88 Yinxin Rd.,Yaqian Town,Hangzhou City, Zhejiang, China.
Add: No.88 Yinxin Rd.,Yaqian Town,Hangzhou City, Zhejiang, China.