

 English
English 简体中文
简体中文 русский
русский Español
EspañolContent
- 1 What Is 300D Printed Oxford Fabric and How Is It Constructed?
- 2 What Is TPE Coating and Why Is It Applied to Oxford Fabric?
- 3 Key Performance Properties of 300D Printed TPE Coated Oxford Fabric
- 4 How 300D Printed Oxford Compares to Other Coated Oxford Weights
- 5 Primary Applications of 300D Printed TPE Coated Oxford Fabric
- 6 Printing Methods Used on 300D Oxford Fabric
- 7 Selecting and Specifying 300D Printed TPE Coated Oxford Fabric
What Is 300D Printed Oxford Fabric and How Is It Constructed?
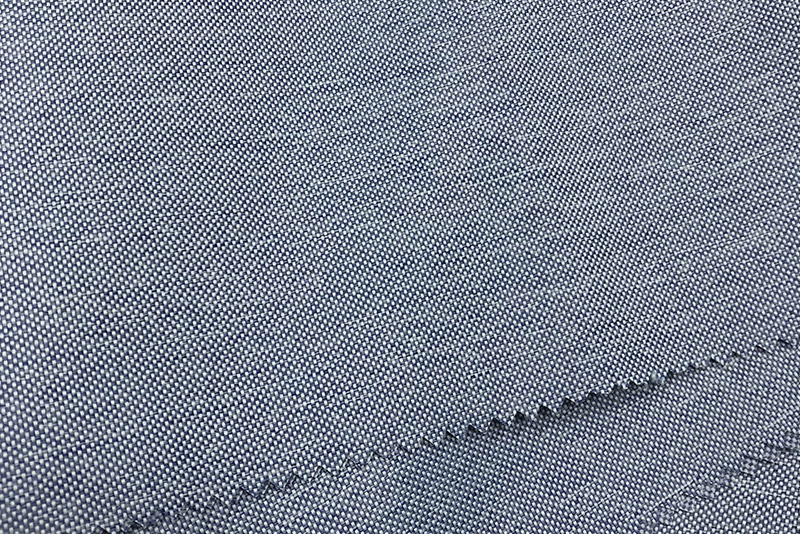
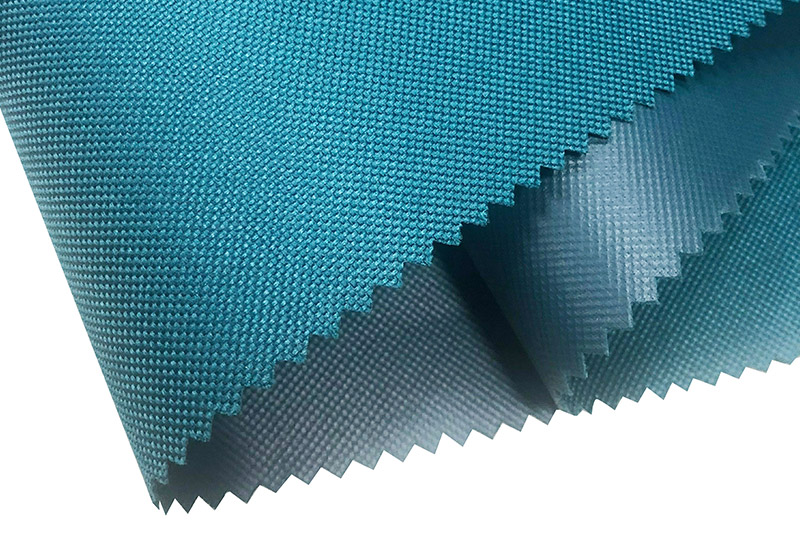
300D printed Oxford fabric is a medium-weight woven textile constructed from 300 denier polyester yarns in a basket-weave structure — the characteristic interlacing pattern where groups of two or more warp threads cross two or more weft threads in a regular grid, producing the small, visible squares across the fabric surface that define Oxford cloth. The "300D" designation refers to the denier count of the polyester filament yarn used: a 300 denier yarn is made from filaments whose combined weight totals 300 grams per 9,000 meters of length, placing it in the medium-weight range of polyester fabrics — heavier and more abrasion-resistant than 210D Oxford but lighter and more flexible than 600D or 900D Oxford. This weight class is widely favored for bags, backpacks, luggage accessories, outdoor equipment covers, and protective cases where a balance between durability, packability, and cost is the primary design driver.
The "printed" specification adds a layer of visual complexity and commercial appeal to the base 300D Oxford structure. Printing is applied to the woven fabric after weaving and before or after coating, using either reactive dyeing, disperse dye transfer printing, rotary screen printing, or increasingly digital inkjet printing to deposit patterns — geometric designs, camouflage prints, brand logos, abstract graphics, or photographic imagery — directly onto the fabric surface with precision and color depth that solid-dyed fabric cannot achieve. The print quality on Oxford fabric is influenced by the fabric's surface texture: the basket-weave structure creates a slightly dimensional surface with alternating raised and recessed areas that give printed designs a subtle depth and tactile character that flat-woven fabrics lack. For high-definition prints, some manufacturers apply a thin pre-treatment coating to fill in the weave interstices and create a smoother printing surface before applying the decorative design.

What Is TPE Coating and Why Is It Applied to Oxford Fabric?
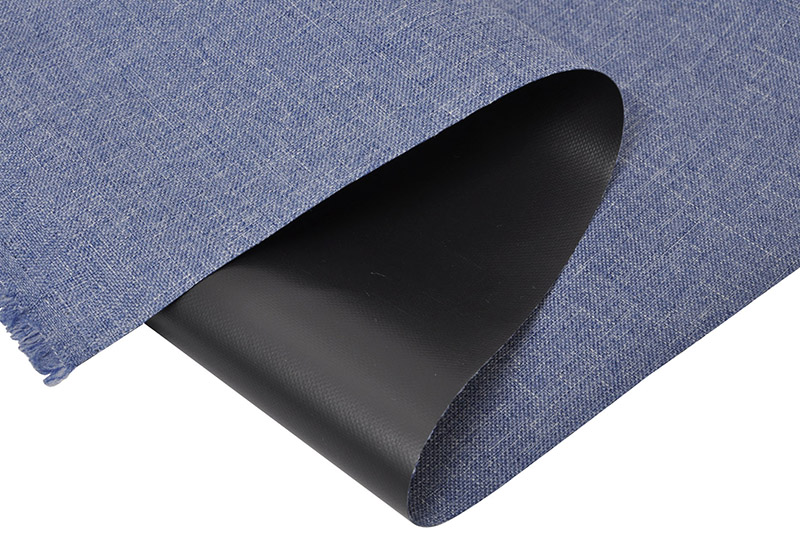
TPE — thermoplastic elastomer — is a class of polymer materials that combines the processing convenience of thermoplastics with the flexible, rubber-like mechanical properties of vulcanized elastomers. When applied as a coating to woven Oxford fabric, TPE forms a continuous, flexible film on the reverse face of the fabric that bonds to the yarn structure through thermal lamination or calendering. This coating fundamentally transforms the functional performance of the base fabric — turning a permeable woven structure into a waterproof or water-resistant barrier without sacrificing the fabric's flexibility, foldability, or tactile character on the face side.
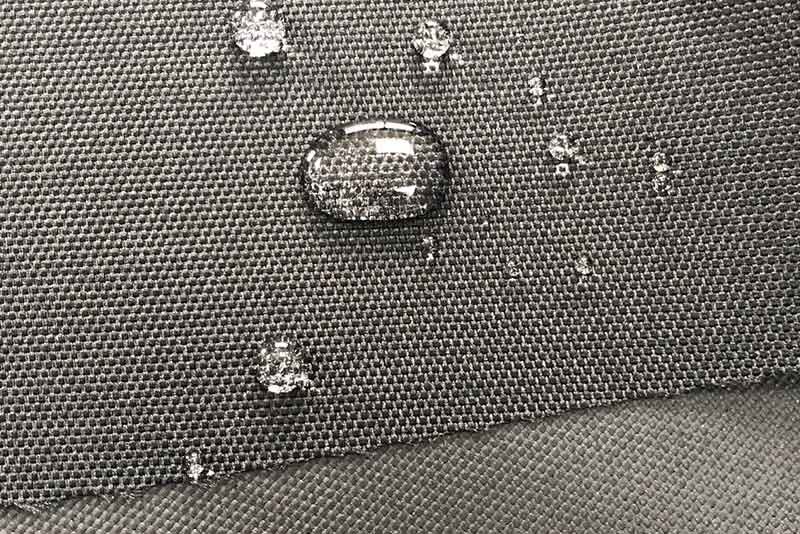
The mechanism of TPE coating's waterproofing is straightforward: liquid water cannot penetrate the continuous polymer film applied to the back of the fabric, so water that contacts the face side either beads off the surface or, if the fabric is submerged under pressure, is blocked from passing through to the interior of a bag or cover. The hydrostatic head rating — a measure of the water column height a fabric can resist before leakage — of TPE-coated 300D Oxford typically ranges from 1,500 mm to 3,000 mm, sufficient for protection against rain, splashing, and brief contact with standing water but not for sustained immersion under significant pressure. This level of water resistance meets the practical requirements of the vast majority of bag, luggage, and outdoor equipment cover applications.
TPE coating offers several technical advantages over the PVC (polyvinyl chloride) coating historically used on Oxford fabric for waterproofing. TPE is free from plasticizers — particularly phthalates — that PVC requires to maintain flexibility and that are subject to increasing regulatory restrictions under REACH and similar chemical safety frameworks globally. TPE coating retains its flexibility at lower temperatures than PVC — remaining pliable at -30°C or below compared to PVC's tendency to stiffen and crack in cold conditions — making it the preferred specification for products used in cold climates. TPE is also more environmentally favorable in disposal, as it can be recycled without the halogen-related concerns associated with PVC incineration or landfill degradation.
Key Performance Properties of 300D Printed TPE Coated Oxford Fabric
The combination of 300D Oxford base fabric, decorative printing, and TPE backing creates a composite material with a specific and well-defined performance profile. Understanding these properties in detail helps product designers and procurement managers specify the fabric correctly for their intended application and set realistic performance expectations.
- Water Resistance: The TPE coating provides a continuous waterproof barrier on the reverse face. The hydrostatic head performance depends on coating weight — heavier TPE coatings provide higher water column resistance. For most bag and outdoor gear applications, a minimum hydrostatic head of 1,500 mm is adequate; 3,000 mm or above is specified for applications with more demanding exposure requirements.
- Abrasion Resistance: 300D polyester Oxford fabric withstands moderate to significant abrasion contact — adequate for bag bottom panels, side walls, and equipment covers where the fabric makes regular contact with rough surfaces. The Martindale abrasion test performance of 300D Oxford typically exceeds 10,000 cycles before significant surface wear is visible, making it suitable for daily-use bag and luggage applications.
- Tear Strength: The basket-weave construction of Oxford fabric distributes tensile and tear forces across multiple interlaced yarn groups rather than concentrating them in individual thread paths, giving it better tear resistance than plain-weave fabrics of equivalent yarn count. 300D Oxford coated with TPE maintains this inherent tear resistance while the coating adds resistance to puncture from sharp objects that might otherwise penetrate through the weave interstices.
- UV Resistance: Polyester Oxford fabric has inherent UV resistance due to the chemical stability of the polyester polymer chain, and disperse dyes used in polyester printing have good lightfastness ratings. TPE coating adds a further barrier to UV-induced degradation of the face fabric by limiting direct UV exposure to the yarn surface. This combination makes 300D printed TPE Oxford appropriate for products that will be stored outdoors or used in high UV environments.
- Flexibility and Packability: At 300D weight with a TPE rather than PVC coating, the fabric remains flexible and easy to fold even in cold temperatures. This flexibility is important for bags and covers that must be folded flat for storage or transport, and for products that will be used in winter outdoor environments where stiff, brittle fabric behavior is a practical liability.
- Print Durability: Disperse-dyed or digitally printed patterns on polyester Oxford fabric are heat-fixed into the fiber structure and exhibit good washfastness and rub fastness when tested to ISO 105 standards. The protective effect of the TPE coating on the reverse side prevents moisture ingress from the back that might otherwise accelerate dye migration in laundered products.
How 300D Printed Oxford Compares to Other Coated Oxford Weights
The 300D weight occupies a specific and practical position in the Oxford fabric range. Comparing it directly to the most common alternative weights clarifies when it is the right specification and when a heavier or lighter grade is more appropriate:
| Fabric Weight | Approx. GSM | Abrasion Resistance | Flexibility | Typical Use |
| 150D Oxford | 80–100 gsm | Light | Very high | Lightweight pouches, liners |
| 210D Oxford | 100–130 gsm | Moderate | High | Small bags, accessory covers |
| 300D Oxford | 130–180 gsm | Good | Good | Backpacks, day bags, equipment covers |
| 600D Oxford | 200–270 gsm | High | Moderate | Heavy-duty bags, luggage, tool bags |
| 900D Oxford | 300–380 gsm | Very high | Lower | Industrial covers, heavy backpacks |
Primary Applications of 300D Printed TPE Coated Oxford Fabric
The combination of printed visual appeal, structural Oxford weave performance, and TPE waterproofing makes 300D printed TPE Oxford one of the most commercially versatile coated fabrics in the market for consumer goods, outdoor products, and promotional merchandise. The following applications represent the largest end-use segments for this material.
Backpacks and Day Bags
Backpacks and casual day bags represent the single largest application category for 300D printed Oxford with TPE coating. The fabric's weight class is well matched to the structural and aesthetic requirements of this product type — heavy enough to provide reliable abrasion resistance on the base panel and side walls where bags make regular contact with floors, overhead bins, and vehicle seats, but light enough that the fabric itself does not add excessive weight to the finished bag. The printed exterior gives designers access to unlimited graphic options — from fashion prints and camouflage patterns to branded logo repeats — without requiring separate fabric panels or garment-level decoration processes. The TPE lining protects bag contents from rain during transit and accidental liquid spills on the exterior, addressing one of the most common functional complaints about uncoated fabric bags.
Laptop Sleeves and Electronic Device Cases
Protective cases for laptops, tablets, cameras, and other electronics use 300D printed TPE Oxford as the outer shell material because it combines the visual branding capability that consumer electronics accessory brands require with the water resistance and light impact cushioning that device protection demands. The TPE-coated reverse of the fabric prevents moisture from penetrating the outer shell and reaching the device, while the Oxford weave structure resists the surface abrasion that occurs when cases are repeatedly slid into and out of bags. Many laptop sleeve designs use printed 300D Oxford for the exterior and pair it with EVA foam or neoprene lining for the interior cushioning layer.
Outdoor Equipment Covers and Storage Solutions
Garden furniture covers, barbecue covers, bicycle covers, and outdoor storage bags use coated Oxford fabric for weather resistance, and the 300D weight class is well suited to the lighter-duty end of this product range — seasonal covers that are removed and stored during winter, bicycle storage bags that see regular use but not constant outdoor exposure, and equipment carrying cases that need protection from incidental moisture rather than sustained rain exposure. Printed versions in these applications typically use camouflage, earth tones, or branded graphic patterns that differentiate the product visually in a competitive retail environment while the TPE coating delivers the functional waterproofing that justifies the product's value proposition over plain uncoated covers.
Promotional and Corporate Merchandise
The corporate gifting and promotional merchandise sector uses printed 300D TPE Oxford extensively for tote bags, conference bags, branded backpacks, and event merchandise because the fabric's printability allows full-color designs — including photographic imagery, detailed illustrations, and complex color gradients — to be applied with high fidelity at commercial production volumes. Digital printing on polyester Oxford fabric using sublimation or reactive processes produces colors with the vibrancy and washfastness required for branded merchandise that must maintain its visual impact through regular use. The TPE coating adds perceived value and functional differentiation compared to uncoated fabric promotional bags, supporting higher retail price points for branded merchandise programs.
Printing Methods Used on 300D Oxford Fabric
The choice of printing method significantly affects the visual quality, color range, production economics, and washfastness of the finished printed fabric. Each method has specific advantages and limitations that make it more or less suitable depending on the design requirements, production volume, and product end use.
- Rotary Screen Printing: The standard method for high-volume production runs, rotary screen printing applies each color through a separate cylindrical screen onto the moving fabric web. It produces excellent color consistency across large yardages, handles solid areas and repeat patterns efficiently, and achieves good color saturation on polyester Oxford. It is less cost-effective for designs with many colors or for short-run custom prints due to the screen preparation cost per color.
- Heat Transfer (Sublimation) Printing: Sublimation printing transfers a digitally designed image from special transfer paper onto polyester fabric under heat and pressure, converting the dye from solid to gas which then bonds directly into the polyester fiber. It produces photographic-quality color reproduction with virtually unlimited color gradients, is economical for short and medium runs, and achieves excellent washfastness on polyester substrates. The limitation is that it only works effectively on light-colored or white polyester fabric — dark base fabrics block the sublimated dye from showing correctly.
- Digital Direct Inkjet Printing: Industrial inkjet printing deposits reactive or disperse dye directly onto the fabric surface through multi-channel print heads, enabling on-demand production of custom designs without screen or transfer paper preparation. It is ideal for short runs, personalized designs, and complex artwork but has lower production speed than screen printing for large volumes. Print quality on the textured Oxford surface depends on fabric pre-treatment — a smooth surface preparation coating improves ink holdout and color definition.
- Piece-Dyeing With Woven Pattern: Some "printed" Oxford fabrics in the market actually achieve their visual pattern through weaving colored yarns in contrasting warp and weft combinations — a technique called dobby or jacquard weaving rather than surface printing. These woven-pattern Oxfords have the advantage of pattern durability that is entirely independent of surface adhesion, but they are limited in pattern complexity and color range compared to true surface-printed alternatives.
Selecting and Specifying 300D Printed TPE Coated Oxford Fabric
For product designers and sourcing managers specifying this material for production, several key parameters must be clearly defined to ensure the fabric delivers the required performance and appearance in the finished product. Vague specifications lead to inconsistent quality between production batches and supplier variations that compromise product integrity.
- Coating Weight (g/m²): Specify the TPE coating weight — typically 50 to 150 gsm depending on the required waterproofing level and flexibility. Heavier coatings provide higher hydrostatic head performance but reduce fabric flexibility and increase material cost. For most bag applications, 80 to 100 gsm TPE coating is a practical specification.
- Hydrostatic Head Requirement: State the minimum hydrostatic head performance required as a fabric acceptance criterion — for example, a minimum of 1,500 mm tested to ISO 811. This ensures the supplier applies sufficient coating weight to meet the functional requirement rather than optimizing for minimum coat weight.
- Print Fastness Standards: Specify minimum color fastness to washing (ISO 105-C06), rubbing (ISO 105-X12), and light (ISO 105-B02) at defined grade levels — typically Grade 4 minimum for washing and rubbing fastness in bag and luggage applications.
- Chemical Compliance: Require supplier documentation confirming compliance with REACH SVHC restrictions, OEKO-TEX Standard 100 certification, or equivalent chemical safety standard relevant to your target market. This is particularly important for products entering the EU and UK markets where chemical compliance documentation is a legal requirement.
- Colorfastness of TPE Coating: Specify that the TPE coating itself must not transfer color to adjacent materials under the rub test conditions — important for bags where the coated lining contacts light-colored contents or lining materials that could be stained by coating dye migration.
300D printed TPE coated Oxford fabric represents a well-optimized convergence of visual design freedom, structural performance, and functional waterproofing in a medium-weight material platform that serves an exceptionally broad range of consumer and commercial product applications. For product developers seeking a fabric that delivers branded appearance, reliable water resistance, and practical durability at a commercially viable material cost, it remains one of the most consistently specified coated fabrics in the global bag, luggage, outdoor equipment, and promotional merchandise industries.



 Tel: +86-571-22917799
Tel: +86-571-22917799 Fax: +86-571-82799678
Fax: +86-571-82799678 E-mail:
E-mail: Add: No.88 Yinxin Rd.,Yaqian Town,Hangzhou City, Zhejiang, China.
Add: No.88 Yinxin Rd.,Yaqian Town,Hangzhou City, Zhejiang, China.