

 English
English 简体中文
简体中文 русский
русский Español
EspañolContent
- 1 What Is PU Coated Oxford Fabric and Why Is It So Popular?
- 2 How Is PU Coated Oxford Fabric Manufactured?
- 3 What Are the Key Advantages of PU Coated Oxford Fabric?
- 4 How to Choose the Right Denier Specification?
- 5 What Are the Main Applications?
- 6 What Technical Parameters Should Buyers Check?
- 7 PU Coating vs PVC Coating: Which Is Better?
- 8 How to Maintain PU Coated Oxford Fabric?
- 9 Conclusion
What Is PU Coated Oxford Fabric and Why Is It So Popular?
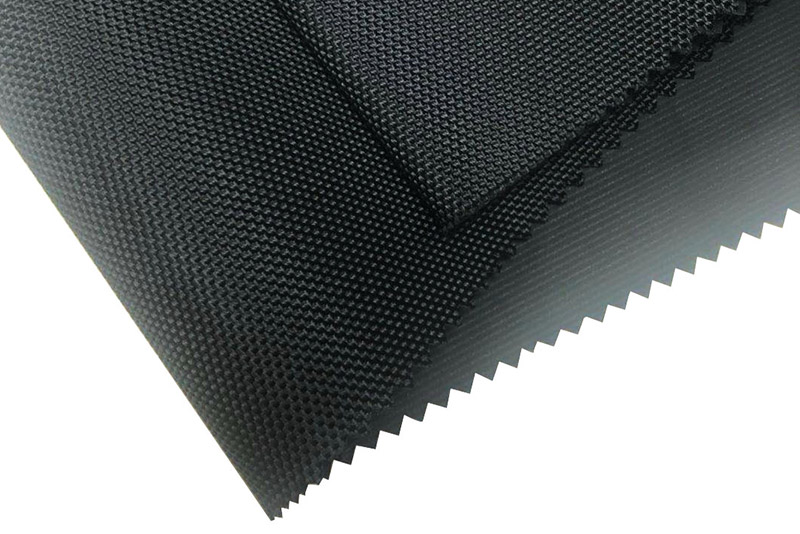
PU coated Oxford fabric is a high-performance textile widely used in luggage, backpacks, tents, outdoor covers, baby strollers, pet products, workwear accessories, and industrial protective applications. It combines the strength and abrasion resistance of Oxford woven fabric with the waterproof and protective properties of a polyurethane (PU) coating.
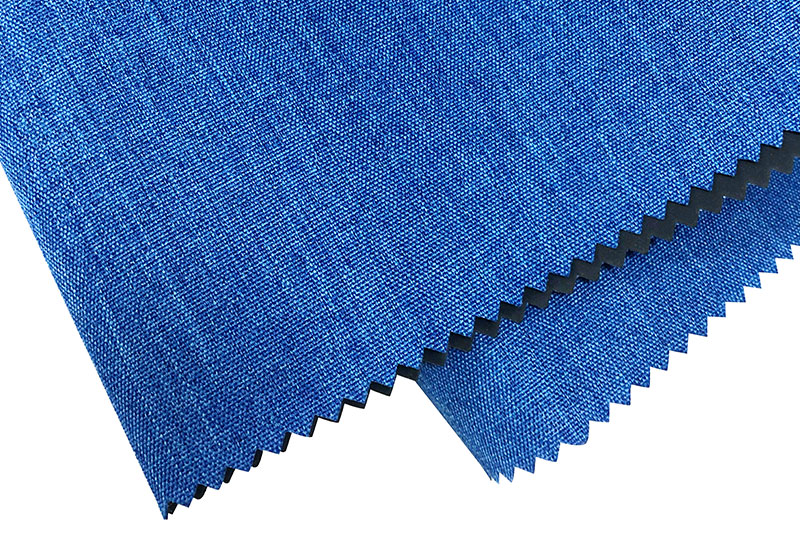
The Oxford base fabric is typically made from polyester or nylon yarns woven in a basket or plain weave structure that gives the material excellent tear strength and durability. The PU coating is applied to one side or both sides of the fabric to enhance water resistance, improve flexibility, and provide additional protection against dirt, oil, and mild chemicals.
Because of its balanced performance and cost efficiency, PU coated Oxford fabric remains one of the most demanded materials in global textile and industrial fabric markets.
How Is PU Coated Oxford Fabric Manufactured?
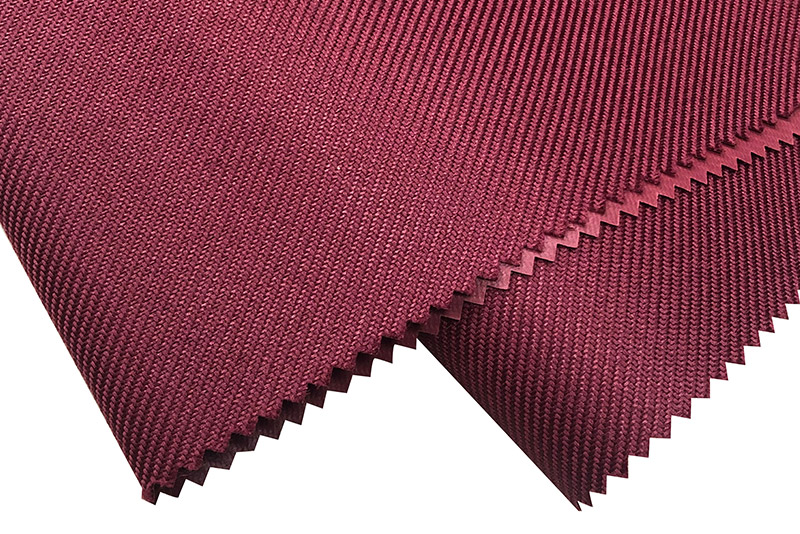
The manufacturing process begins with weaving high-strength yarns into Oxford fabric. Common yarn specifications include 210D, 300D, 420D, 600D, and 1680D, depending on the intended application.
After weaving and dyeing, a polyurethane coating layer is applied to the back surface through knife coating, transfer coating, or roller coating methods. The coated fabric is then cured under controlled heat to ensure strong adhesion and stable performance.
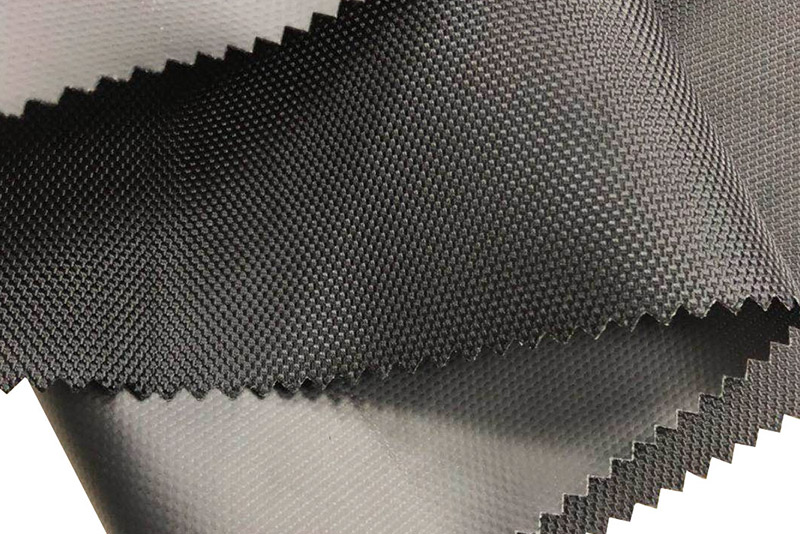
- High-strength woven base fabric
- Uniform PU coating layer
- Improved waterproof performance
- Enhanced flexibility and softness
What Are the Key Advantages of PU Coated Oxford Fabric?
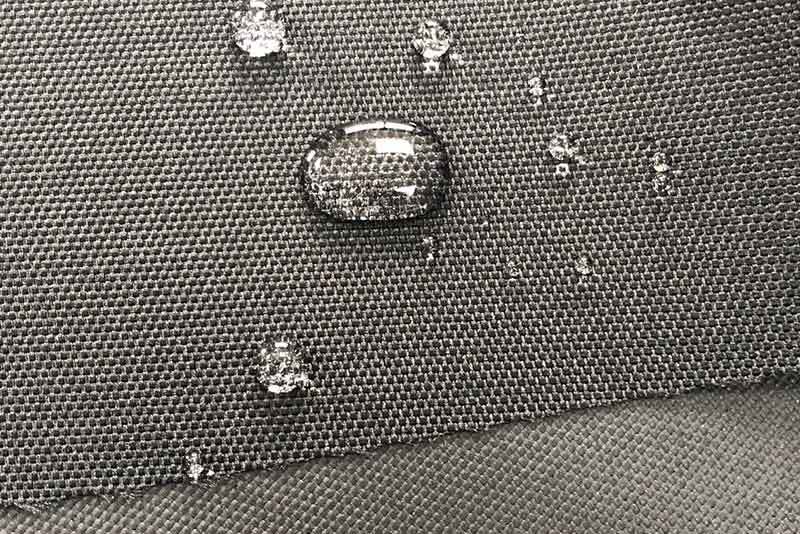
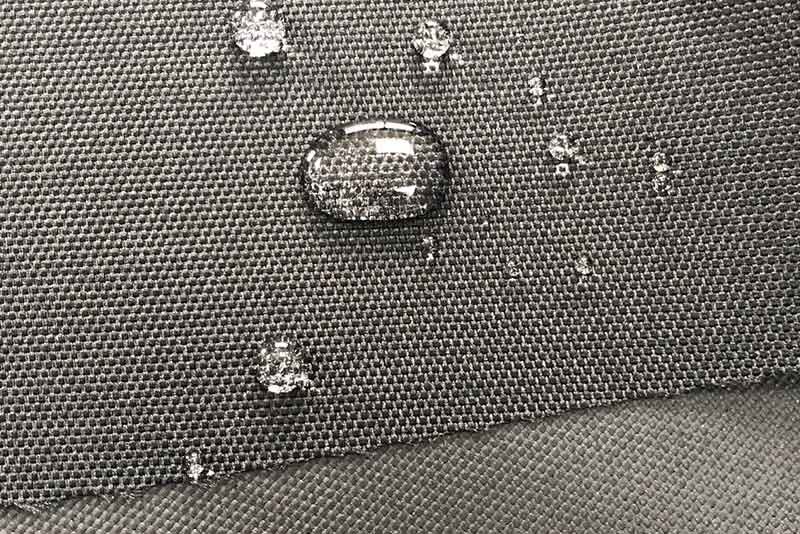
Excellent Water Resistance
One of the main reasons buyers choose this fabric is its reliable waterproof performance. The PU coating helps prevent water penetration, making it suitable for outdoor products.
Strong Tear and Abrasion Resistance
Oxford weave construction provides excellent durability, especially in medium and heavy denier grades.
Soft and Flexible Hand Feel
Compared with PVC-coated materials, PU-coated Oxford fabric often feels softer and more flexible, making it easier to sew and process.
Lightweight Structure
The material offers excellent strength-to-weight ratio, which is particularly important for bags and portable outdoor equipment.
How to Choose the Right Denier Specification?
Denier directly affects thickness, weight, and performance.
| Denier | Main Feature | Best Use |
| 210D | Lightweight | Rain covers and liners |
| 420D | Balanced strength | Backpacks and bags |
| 600D | Heavy-duty | Luggage and tents |
| 1680D | Maximum durability | Industrial products |
What Are the Main Applications?
PU coated Oxford fabric is highly versatile and suitable for multiple industries.
- Backpacks and travel bags
- Outdoor tents and camping equipment
- Furniture and equipment covers
- Baby strollers and pet carriers
- Tool bags and industrial protective products
What Technical Parameters Should Buyers Check?
Waterproof Rating
Water pressure resistance is an important indicator, especially for tents and covers.
Tear Strength
Higher tear resistance ensures long-term performance in heavy-use products.
Coating Thickness
Thicker PU layers generally improve waterproofing but may increase stiffness.
PU Coating vs PVC Coating: Which Is Better?
PU coating is generally softer, lighter, and more environmentally friendly than PVC coating. It is better suited for premium textile applications where flexibility and sewing performance are important.
PVC-coated fabrics may offer stronger heavy-duty waterproofing for certain industrial applications, but they are usually heavier.
How to Maintain PU Coated Oxford Fabric?
Proper maintenance helps extend product lifespan.
- Clean with mild soap and water
- Avoid harsh solvents
- Store in dry conditions
- Keep away from prolonged UV exposure
Conclusion
PU coated Oxford fabric is a highly practical material that combines durability, water resistance, and flexibility. By understanding denier options, coating thickness, and end-use requirements, buyers can select the best fabric for bags, tents, covers, and industrial products. Its excellent performance and wide application range make it one of the most important technical textiles in today’s market.





 Tel: +86-571-22917799
Tel: +86-571-22917799 Fax: +86-571-82799678
Fax: +86-571-82799678 E-mail:
E-mail: Add: No.88 Yinxin Rd.,Yaqian Town,Hangzhou City, Zhejiang, China.
Add: No.88 Yinxin Rd.,Yaqian Town,Hangzhou City, Zhejiang, China.